What are the common types of manual valves?
Manual valves are the most common type of valves in industrial fluid control systems and are widely used in petroleum, chemical, electric power, metallurgy, water treatment, papermaking, pharmaceutical, food and other industries. Manual valves use manual operating handles, handwheels, sprockets and other mechanical devices to open and close or adjust the flow of media. It has a simple structure, is easy to use, economical and reliable, and is an indispensable component in industrial pipeline systems. According to the different structural forms, working principles and applicable occasions, manual valves can be mainly divided into the following common types:
Manual gate valve
The manual gate valve realizes the on-off control of the fluid by moving the wedge-shaped or parallel gate up and down. The contact area between the gate and the valve seat is large during opening and closing, which is suitable for full opening or full closing occasions, but not suitable for frequent opening and closing or throttling. The manual gate valve has the advantages of low fluid resistance, good sealing performance, simple structure and long service life. It is widely used in oil pipelines, water treatment, power station systems and other working conditions with high sealing requirements.
Manual ball valve
The manual ball valve uses the ball to rotate 90° around the valve axis to control the flow of the medium. The ball valve opens and closes quickly, has a small operating torque, and has excellent sealing performance. It is particularly suitable for systems that require fast opening and closing and frequent operation. It is suitable for clean liquids, gases and corrosive media. It is widely used in petrochemical, natural gas, pharmaceutical, papermaking and other industries. Its compact structure is particularly suitable for installation in limited spaces.
Manual stop valve
The manual stop valve adjusts the flow rate by moving the valve disc in the vertical direction along the center line of the valve seat. Compared with the gate valve, the stop valve has better adjustment performance, but the fluid resistance is relatively large. The stop valve is suitable for occasions where precise control of flow or pressure is required, such as boiler equipment, steam systems, chemical processes, etc. The stop valve has a simple structure and is easy to maintain, and is often used in small and medium-sized pipelines.
Manual butterfly valve
The manual butterfly valve uses a disc-shaped valve plate to rotate around the valve axis to open and close the medium channel. It has a compact structure, light weight and low cost, and is particularly suitable for the control of large-diameter valves. It is commonly used in water treatment, air conditioning systems, fire protection pipelines, food and beverage industries. Although the sealing performance is not as good as that of ball valves and gate valves, it has obvious advantages in space and weight sensitive occasions. Improved products such as bidirectional seals and eccentric butterfly valves can effectively increase its application range.
Manual plug valve
The opening and closing parts of the manual plug valve are conical or cylindrical plugs, which are opened and closed by rotation. Its flow channel is usually straight-through with low fluid resistance. The structure is simple and suitable for frequent opening and closing. It is widely used in oil field exploitation, gas transmission, urban pipe networks and other fields. Since plug valves are prone to wear, modern plug valves often use lubrication or soft sealing structures to improve service life and sealing performance.
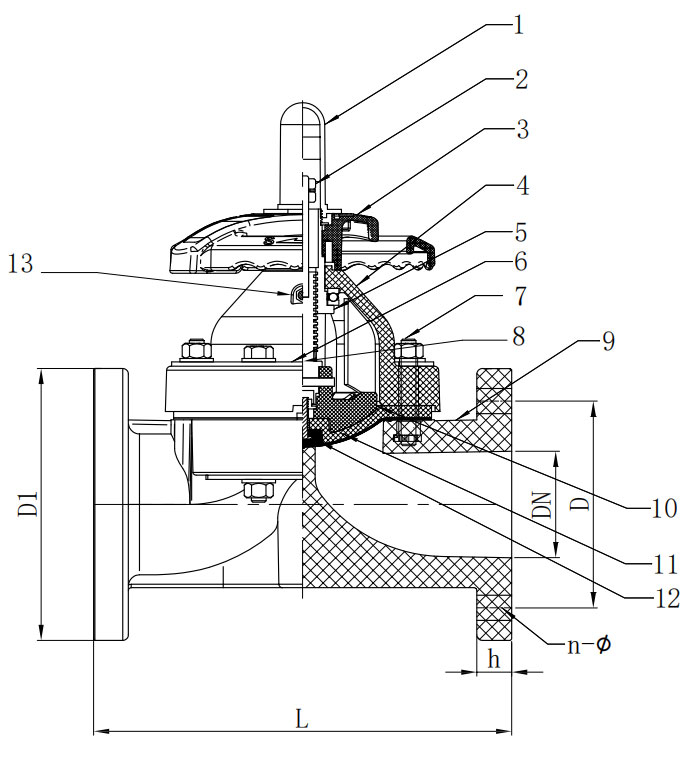
Manual diaphragm valve
The manual diaphragm valve uses a flexible diaphragm as an opening and closing part, which is suitable for controlling pipeline systems containing solid particles, corrosive media or viscous fluids. Its biggest advantage is that there is no metal part in contact with the medium, avoiding corrosion and pollution problems. It is suitable for high-clean process flows such as pharmaceuticals, food, and biochemicals, and is widely used in CIP/SIP systems. Due to its special structure, it is convenient to repair and replace the diaphragm.
 |
 |
|
DN
|
D1(mm)
|
D(mm)
|
L(mm )
|
h(mm )
|
n
|
φ (mm )
|
|
HG/DIN
|
JIS
|
ANSI
|
HG/DIN
|
JIS
|
ANSI
|
HG/DIN
|
JIS
|
ANSI
|
|
HG/DIN
|
JIS
|
ANSI
|
HG/DIN
|
JIS
|
ANSI
|
|
15
|
95
|
95
|
95
|
65
|
70
|
60
|
125
|
110
|
110
|
14
|
4
|
4
|
4
|
14
|
15
|
16
|
|
20
|
105
|
100
|
100
|
75
|
75
|
70
|
135
|
120
|
120
|
16
|
4
|
4
|
4
|
14
|
15
|
16
|
|
25
|
115
|
125
|
125
|
85
|
90
|
79
|
145/160
|
130
|
130
|
16
|
4
|
4
|
4
|
14
|
15
|
16
|
|
32
|
135
|
135
|
135
|
100
|
100
|
89
|
160/180
|
160
|
160
|
16
|
4
|
4
|
4
|
18
|
19
|
16
|
|
40
|
145
|
145
|
145
|
110
|
105
|
98
|
180
|
180
|
180
|
16
|
4
|
4
|
4
|
18
|
19
|
16
|
|
50
|
160
|
160
|
160
|
125
|
120
|
121
|
210/230
|
210
|
210
|
18
|
4
|
4
|
4
|
18
|
19
|
19
|
|
65
|
180
|
180
|
180
|
145
|
140
|
140
|
250
|
250
|
250
|
22
|
4
|
4
|
4
|
18
|
19
|
19
|
|
80
|
195
|
195
|
195
|
160
|
150
|
152
|
300
|
280
|
280
|
25
|
8
|
8
|
4*
|
18
|
19
|
19
|
|
100
|
215
|
220
|
220
|
180
|
175
|
190
|
350
|
340
|
340
|
25
|
8
|
8
|
8
|
18
|
19
|
19
|
|
125
|
255
|
255
|
255
|
210
|
210
|
216
|
405
|
405
|
405
|
30
|
8
|
8
|
8
|
18
|
19
|
22
|
|
150
|
280
|
280
|
280
|
240
|
240
|
241
|
460
|
460/480
|
460/480
|
30
|
8
|
8
|
8
|
22
|
23
|
22
|
|
200
|
340
|
340
|
340
|
295
|
290
|
298
|
575
|
575
|
575
|
38
|
8
|
12*
|
8
|
22
|
23
|
22
|
|
250
|
395
|
395
|
395
|
350
|
355
|
362
|
685
|
685
|
685
|
38
|
12
|
12
|
12
|
22
|
25
|
26
|
|
300
|
480
|
480
|
480
|
400
|
400
|
432
|
790
|
790
|
790
|
40
|
12
|
16*
|
12
|
22
|
25
|
26
|
Manual needle valve
The needle valve uses a slender conical valve core to accurately control small flows. Mainly used in high-precision fluid regulation, such as instrumentation systems, sampling systems, hydraulic or pneumatic control circuits. Compact structure, high regulation accuracy, widely used in scientific research, laboratories and high-pressure gas devices.
Manual check valve
Although check valves usually work automatically, some systems use check valves with manual functions. Used to prevent medium backflow and allow manual intervention under special circumstances. Commonly used in high-safety occasions such as high-pressure boilers, pumping stations, chemical storage tanks, etc.
Manual three-way valve
Three-way manual valves can be divided into "T-type" and "L-type" structures, suitable for changing fluid direction or realizing multi-channel switching. It is mostly used in mixing, diversion or bypass systems, and is widely used in HVAC, food processing and pipeline switching. Flexible operation, diverse structure, can be combined with ball valves, plug valves and other forms of design.
What is the difference between manual ball valves and manual gate valves in structure and sealing method?
Manual ball valves and manual gate valves are two common pipeline cut-off valves, widely used in industrial systems such as petroleum, chemical, metallurgy, electric power, and construction. Although both of them play the role of opening and closing fluids and cutting off passages in terms of function, there are essential differences in their structural design, sealing principle, performance and applicable scenarios.
Structural design differences
The structural core of the manual ball valve is a hollow sphere, which controls the on and off of the medium by rotating the sphere. The sphere is usually a solid metal ball with a hole, which is axially connected to the valve stem. The ball valve is usually a quarter-turn structure, and it only needs to rotate 90° to switch from full open to full closed. The valve body structure is mostly two-piece or three-piece, which is convenient for maintenance and replacement of internal parts. The surface of the sphere is precisely machined and cooperates with the sealing seat to form a sealing pair. The overall structure is compact and light, which is easy to install in places with limited space.
The main structural components of the manual gate valve are wedge-shaped or parallel gates, which are opened and closed by vertically lifting the gate up and down. The gate rises and falls along the spiral motion of the valve stem, usually a multi-turn structure, and the opening and closing process is relatively slow. The gate valve body is generally an integral casting with a deep internal cavity and large structural dimensions. Since the gate needs to be fully raised to the top of the valve cavity to fully open, the manual gate valve has higher requirements for space and operating torque than the ball valve.
Difference in sealing method
The manual ball valve adopts a face sealing structure. The sealing pair is formed by the contact between the surface of the ball and the sealing seat, which is usually made of polytetrafluoroethylene (PTFE), reinforced polymer, metal or composite material. The ball always keeps in contact with the sealing surface during rotation, and effective sealing is achieved through the floating ball or fixed ball design. The ball valve has excellent sealing performance and extremely low leakage rate, which is particularly suitable for working conditions with high requirements for zero leakage. Some high-end ball valves also have two-way sealing and fireproof and anti-static structures to improve system safety.
The manual gate valve adopts a wire sealing structure. The sealing pair is formed by the edges on both sides of the gate and the sealing surface of the valve seat. The sealing surface is mostly made of metal materials such as alloy steel, hard alloy, and Stellite. The sealing depends on the cooperation of the medium pressure and the wedge tightening force of the gate, and the sealing effect is not as good as the ball valve under low pressure conditions. Due to the strong friction between the gate and the valve seat during the opening and closing process, it is easy to wear, and the processing and assembly accuracy requirements are high. Some gate valves use elastic gates or pressure self-sealing structures to enhance sealing, but their overall sealing performance is still slightly inferior to that of ball valves.
Differences in opening and closing performance
The manual ball valve opens and closes quickly, has low torque, and is easy to operate. Its rotation angle is only 90°, which is suitable for systems that are frequently operated or require rapid medium cutoff. There is no friction during the opening and closing process, and the action is stable, which is particularly suitable for occasions that require emergency shutdown.
The manual gate valve opens and closes slowly, and the handwheel needs to be rotated several times to complete the entire operation. Due to the long up and down movement of the gate, coupled with the mechanical loss of the valve stem thread transmission mechanism, the operation process is time-consuming and laborious. It is not suitable for frequent opening and closing, but has reliable long-term sealing capabilities in large-diameter, low-frequency pipeline systems.
Differences in scope of application
The manual ball valve is suitable for pipeline systems that require fast opening and closing, good sealing, and low flow resistance. It is particularly suitable for industries with strict leakage control such as natural gas, refined oil, fine chemicals, pharmaceuticals, and water treatment. It has a compact structure and flexible installation, and is suitable for equipment or branch pipelines with limited space.
Manual gate valves are suitable for trunk pipelines with large diameters, low frequency operations, and small pressure changes. They are widely used in the main valve position of water plants, heating, electricity, metallurgy and other systems, and are especially suitable for use as cut-off devices. Its flow resistance is extremely low, and there is almost no pressure drop in the fully open state, which is more friendly to long-distance transmission systems.
Flow capacity and pressure loss
The channel inside the ball of the manual ball valve is often designed with a full-bore design. The medium has almost no flow resistance when passing through the valve, and no obvious pressure drop is generated. It has little impact on system efficiency and is suitable for process flows requiring efficient transmission.
Manual gate valves also have a small flow resistance in the fully open state, but are prone to turbulence and vibration when partially or incompletely opened. Compared with ball valves, their local structures are more likely to cause medium erosion, which in turn affects the life of the sealing surface.
 |
 |
How to choose manual valves for the food or pharmaceutical industry
In the food and pharmaceutical industries, manual valves not only bear the basic opening, closing, regulation and cutting functions, but are also related to product safety, cleanliness and production compliance. Since these industries have extremely high requirements for hygiene, materials, and anti-pollution capabilities, the selection must strictly follow the relevant industry standards and fully consider factors such as medium characteristics, process flow, cleaning and disinfection methods, and valve structure materials.
Structural design that meets hygienic standards
The food and pharmaceutical industries have extremely high requirements for the cleanliness of equipment surfaces. Manual valves must have characteristics such as no dead angles, no retention, and easy cleaning. When selecting, valve products that meet hygienic certifications such as EHEDG (European Hygienic Engineering Design Group), 3-A (American Dairy Hygiene Association Standards), and FDA (American Food and Drug Administration) should be given priority. The valve cavity should adopt a full-bore design to ensure that the medium flows smoothly without retention; the internal surface should be electrolytically polished, and the roughness should be controlled within Ra ≤ 0.4 μm to avoid bacterial adhesion.
Selection of valve body materials and sealing materials
Material selection directly affects the corrosion resistance, temperature resistance, and biocompatibility of the valve. The food and pharmaceutical industries recommend the use of 316L stainless steel as the main material for the valve body because of its excellent corrosion resistance and weldability, and its ability to withstand the acid, alkali and high-temperature steam environments commonly used in CIP (Clean-in-Place) and SIP (Sterilize-in-Place) systems. Seals should be made of FDA-certified food-grade polytetrafluoroethylene (PTFE), EPDM (ethylene propylene diene monomer rubber) or FKM (fluororubber) and other materials with good chemical resistance and heat resistance to ensure that the medium is not contaminated.
Easy to CIP/SIP cleaning and sterilization
During the production of food and medicine, the piping system needs to be regularly cleaned in place (CIP) and steam sterilized in place (SIP). The valve structure needs to be compatible with this type of cleaning. When selecting, consider whether the valve cavity has an automatic emptying function, whether it can achieve residue-free cleaning, whether the seal has high temperature resistance (≥150°C), and whether the valve supports the sterilization cycle time (generally required to be more than 30 minutes). The structures of three-way valves, diaphragm valves and aseptic sampling valves have been optimized and are more suitable for such processes.
Preferred sanitary valve types such as diaphragm valves and butterfly valves
Diaphragm valves are widely used in places with high cleanliness requirements because their media only contact the inner cavity of the valve body and the diaphragm material. Its structure is simple and there is no retention area in the valve cavity, which is particularly suitable for conveying high-viscosity, solid particles or corrosive media. Butterfly valves have the characteristics of compact structure, light weight, and rapid opening and closing. They are often used in low-pressure or high-flow situations, especially for filling, filtration, and transportation. Sanitary butterfly valves are usually equipped with quick-release clamp connections, which are easy to disassemble, clean and maintain on site, and meet GMP specifications.
Connection method should meet sanitary requirements
The connection method of manual valves is directly related to sanitary sealing performance. Sanitary connection methods such as clamp type, welding type or flange type should be preferred. Clamp type connection can be quickly disassembled and assembled, suitable for equipment that is frequently cleaned; welding type connection has good structural strength and sealing, suitable for permanent assembly occasions; flange type connection is mostly used in large systems, but sanitary flange sealing structure must be selected. Regardless of the method, the sealing surface must maintain processing accuracy and surface finish to avoid microbial growth.
Anti-mixing and batch control
The multi-variety and small-batch production processes in the food and pharmaceutical industries require higher reliability in valve switching and sealing. Structures such as double-seat valves or anti-mixing valves should be selected to prevent cross-contamination between batches. The valve should have a metal limit positioning function to prevent residue or mixing due to misoperation; at the same time, it should support process parameter recording to meet GMP traceability requirements.
Compliance with GMP and validation requirements
According to the requirements of the Good Manufacturing Practice (GMP) for pharmaceutical production, the equipment should have good verifiability and consistency. The selected manual valve should have validation documents, including material certification, sealing material test report, pressure test report, surface roughness certification, installation drawings, etc. At the same time, the manufacturer needs to provide IQ (installation confirmation)/OQ (operation confirmation)/PQ (performance confirmation) document support to meet the quality management system review.
Corrosion resistance and service life assessment
Common media in the food industry, such as dairy products, juice, soy sauce, and alcohol, have certain acidity and alkalinity; in the pharmaceutical industry, such as ethanol, hydrogen peroxide, and acid disinfectants, are highly corrosive. The valve structure must be able to withstand long-term erosion by cleaning agents and chemical reagents while ensuring service life. It is rec